What is CNC Turning?
Jun 20, 2025
CNC turning is one of those processes that quietly powers much of the world around us. If you’ve ever handled a metal shaft, a threaded connector, or even a machined knob, chances are it came off a CNC turning machine. It’s a precise, reliable method for shaping round or cylindrical parts, and it’s a staple in industries that can’t afford guesswork, like aerospace, automotive, and medical tech.
But CNC turning isn’t just about spinning metal and shaving off chips. it’s about hitting exact measurements, maintaining consistency across hundreds of units, and keeping production smooth from start to finish. In this blog, we’re breaking down what CNC turning actually is, the types of operations involved, the materials it works best with, and why manufacturers rely on it for mission-critical components.
What is CNC Turning?
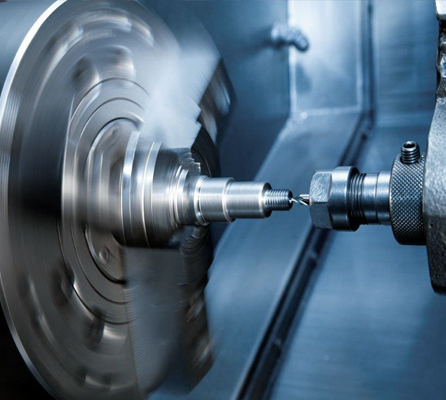
CNC turning is a subtractive machining process that uses computer-controlled lathes to shape material, usually metal or plastic, into precise, cylindrical parts. In simple terms: a piece of raw material spins at high speed while a fixed cutting tool trims it down to size. That’s the core of the CNC turning process.
What sets it apart from other machining methods is the way the material rotates while the cutting tool stays still. That makes it perfect for producing symmetrical shapes like rods, shafts, bushings, and threads. Unlike milling, where the tool moves around the part, CNC turning machining revolves around a central axis. Literally.
These machines are incredibly accurate, especially when you're dealing with precision CNC turning. You feed in the CAD file, the machine does the rest, and the final product looks exactly like it’s supposed to. If you need hundreds (or thousands) of identical parts, a good CNC turning machine is your best friend.
Curious how turning stacks up against other methods? Check out our breakdown of CNC milling vs CNC turning: which is better? to see which process fits your next project best.
Types of CNC Turning Operations
CNC turning isn't a one-size-fits-all setup. Within the process, there are several specialized operations depending on the design and function of the part you're making. Here's a quick rundown of the most common turn CNC operations:
● Straight Turning – This is the most basic operation, where the tool moves parallel to the axis of rotation to gradually reduce the diameter of the raw material. For example, if you're machining a steel rod down from 25mm to 20mm for a hydraulic piston, this is the move that does it.
● Taper Turning – Here, the cutting tool moves at an angle to the workpiece axis to create a cone-like shape. You’ll often see this in components like lathe tailstock centers or machine handles where the diameter needs to gradually change.
● Grooving – This involves cutting narrow recesses or slots into the material. These grooves can serve practical purposes like allowing snap rings to fit into place, or controlling the way a part assembles with others.
● Facing – In this operation, the tool moves across the end of the rotating workpiece to create a clean, flat surface. It’s typically the final step when prepping a part’s end, like squaring off the face of a brass gear.
● Threading – Used to carve screw-like features on the inside or outside of a part, threading is common in bolts, pipe fittings, and connector housings. CNC lathes can create threads with high precision that meet standard specs like UNC, UNF, or metric formats.
Now, if you're digging into programming these moves, you'll come across G41 and G42 in CNC turning. These are tool compensation codes. G41 shifts the tool to the left of the path (for left-hand compensation), while G42 moves it to the right. Using them correctly ensures your tool doesn't chew too much off, or not enough. It’s the kind of detail that separates a clean part from a scrapped one.
Materials Used in CNC Turning
One of the biggest strengths of CNC turning is how versatile it is when it comes to materials. Whether you're working with metals or plastics, a well-set-up CNC turning machine can handle the job with ease.
On the metal side, CNC turning parts are often made from:
● Aluminum – Lightweight, easy to machine, great for aerospace and automotive.
● Stainless Steel – Strong, corrosion-resistant, ideal for medical or food-grade components.
● Brass – Smooth to cut and perfect for fittings and decorative parts.
● Titanium – Known for its excellent strength-to-weight ratio and corrosion resistance.
For plastics, common picks include:
● Nylon – Strong and flexible.
● PTFE (Teflon) – Heat- and chemical-resistant.
● ABS – Affordable and easy to work with.
Material choice depends on more than just looks or cost. If you're aiming for precision CNC turning, things like heat tolerance, rigidity, and surface finish all play a role. The right match between material and machine setup is what gives you consistent, high-quality results, every time.
Advantages of CNC Turning
Let’s talk benefits. What makes CNC turning such a go-to across manufacturing? Simple: it delivers quality, speed, and consistency that manual methods just can’t match.
● Accuracy you can trust: With the right setup, tolerances within a few microns are standard. That level of accuracy is exactly why precision CNC turning is trusted for aerospace components, surgical tools, and other parts where failure isn’t an option.
● Speed and efficiency: Once your program is set, production runs can move fast, especially when using bar feeders and multi-spindle CNC turning machines.
● Repeatability: Whether you’re making 10 or 10,000 parts, they’ll come out exactly the same.
● Cost-effectiveness: High setup costs are offset by low per-part prices in medium to high volumes.
● Design flexibility: Complex shapes, threads, and features that would be tricky or impossible manually are easily achievable with the CNC turning process.
So if your parts need to perform without fail, and you don’t have time for trial and error, CNC turning isn’t just the right option, it’s the only one that makes sense.
Applications & Industries
CNC turning shows up in more places than most people realize. It's not just for big factories or industrial plants, CNC turning parts are found in everyday products and specialized equipment alike.
A few industries that rely heavily on CNC turning machining:
● Automotive – For gears, shafts, and bushings that need to survive wear and torque.
● Aerospace – Where precision isn’t optional. Turned parts like couplings and nozzles need to be flawless.
● Medical – Surgical tools, implants, and housings all benefit from tight tolerances and smooth finishes.
● Electronics – Connectors and enclosures, especially those made from non-ferrous metals, often start with CNC turning services.
Choosing CNC Turning Services
Not all CNC shops are created equal. If you’re looking to outsource or scale up production, choosing the right CNC turning service provider matters more than most people think.
Here’s what to look for:
● Experience with your material – Turning titanium isn’t the same as working with ABS. The shop should know the difference.
● Precision and inspection standards – Don’t just look at the parts, ask how they’re measured. A reliable CNC shop should have solid quality control practices like in-process gauging, surface finish checks, and documented tolerance reports.
● Equipment and capabilities – Do they use modern, multi-axis CNC turning machines? Can they handle the complexity of your parts?
● Turnaround and flexibility – Deadlines matter. So does the ability to tweak a design mid-run.
Also, if you're working with complex geometries, make sure the shop understands things like tool compensation. (Yep, G41 and G42 in CNC turning again. If they don't know how to use those properly, walk away.)
At the end of the day, a good CNC partner like doesn’t just deliver parts, they save you time, hassle, and money.
Conclusion
CNC turning does one thing really well: it makes precise, consistent parts without wasting time. Whether you're working with metal, plastic, or something in between, it's one of the most efficient ways to get the job done right.
If you need reliable, no-nonsense CNC machining services, we’re here to help. We work with real tolerances, real materials, and real deadlines, nothing over-promised, just parts that fit and function.
Get in touch with US if you’re ready to take your CNC work seriously.



 SUBSCRIBE TO OUR NEWSLETTER
SUBSCRIBE TO OUR NEWSLETTER



















